






GST series parting and grooving tools
Los productos de la serie GSTC y la serie GSTS están fabricados por rectificado de precisión y tienen alta precisión dimensional y calidad de superficie. Combinados con una variedad de portaherramientas, son especialmente adecuados para la partición y ranurado de piezas pequeñas.
 |
 |

- Feature
- Application
- Application case
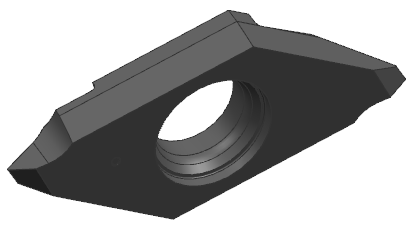
Insertar características
 |
GSTC/S-Partida y ranura para piezas pequeñas
● Afilado de corte, gran diseño de ángulo frontal, corte ligero y rápido, garantizando la calidad de la superficie de las piezas mecanizadas; ● Afilado de tipo afilado; ●Angulo de montaje especial para sujeción de herramientas estable. |
 |
GSTT- Tracción para piezas pequeñas
● Afilado, gran diseño de ángulo frontal, corte de luz, asegura la calidad de la superficie de las piezas mecanizadas; Sin ancho y pequeño diseño de arco para una mejor rugosidad. ● Inserciones de rosca de 55° y 60° para uso general para el giro de rosca de piezas pequeñas. |
Introducción de la categoría
Grados especializados para piezas pequeñas, cubriendo acero, acero inoxidable y otros materiales.
PVD: GAT7115 GAT7125
Función de Shank
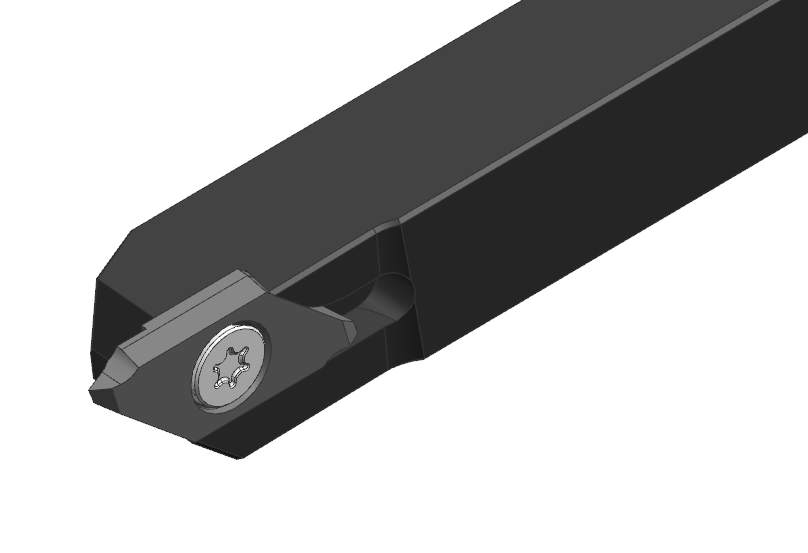 |
GST- Parting, grooving and Threading for small parts
● Matching standard GST and GST-RS (sub-spindle) toolholders; ● El cuadrado de herramientas que coincide con 101216 de tres tipos; |
Blade:
GSTT Valores recomendados para el número de trazos de hilo y alimentaciones radiales
| ThreadTipo | espiral | Código de orden | nariz radio R(RE) |
Profundidades de corte (mm) |
Total
pases |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| mm | ||||||||||||||||
| hilo métrico | hilo externo | 0,20 mm | GSTT 3R/L A/B6000 | Max 0,05 aplanado |
0.15 | 4 | 0,06 | 0,04 | 0,03 | 0,02 | ||||||
| 0,25 mm | 0.19 | 4 | 0,07 | 0,06 | 0,04 | 0,02 | ||||||||||
| 0,30 mm | 0.23 | 4 | 0,08 | 0,07 | 0,06 | 0,02 | ||||||||||
| 0,35 mm | 0,277 | 5 | 0,08 | 0,07 | 0,06 | 0,04 | 0,02 | |||||||||
| 0,40m m | 0.30 | 5 | 0.10 | 0,08 | 0,06 | 0,04 | 0,02 | |||||||||
| 0.45mm | 0.34 | 6 | 0.10 | 0,08 | 0,06 | 0,04 | 0,04 | 0,02 | ||||||||
| 0,50 m m | GSTT 3R/L A/B6000 | 0,38 | 6 | 0.10 | 0.10 | 0,07 | 0,05 | 0,04 | 0,02 | |||||||
| GSTT 3R/L A/B60005 | 0,05 | 0.33 | 5 | 0.10 | 0.10 | 0,07 | 0,04 | 0,02 | ||||||||
| 0,60 mm | GSTT 3R/L A/B6000 | Max 0,05 aplanado |
0.45 | 7 | 0.10 | 0.10 | 0,08 | 0,06 | 0,05 | 0,04 | 0,02 | |||||
| GSTT 3R/L A/B60005 | 0,05 | 0.40 | 6 | 0.10 | 0.10 | 0,08 | 0,06 | 0,04 | 0,02 | |||||||
| 0,70 m m | GSTT 3R/L A/B60005 | 0,05 | 0.48 | 6 | 0.10 | 0.10 | 0.10 | 0.10 | 0,06 | 0,02 | ||||||
| 0,75 mm | 0,05 | 0,522 | 7 | 0.10 | 0.10 | 0.10 | 0,08 | 0,07 | 0,05 | 0,02 | ||||||
| 0.80mm | 0,05 | 0,56 | 7 | 0.10 | 0.10 | 0.10 | 0.10 | 0,08 | 0,06 | 0,02 | ||||||
| 1.00mm | GSTT 3R/L A/B60005 GSTT 3R/L N6001 |
0,05 | 0.71 | 8 | 0.15 | 0.15 | 0.12 | 0.10 | 0,08 | 0,06 | 0,03 | 0,02 | ||||
| 0.10 | 0.66 | 7 | 0.18 | 0.15 | 0.12 | 0.10 | 0,06 | 0,03 | 0,02 | |||||||
| 1.25mm | 0,05 | 0.90 | 9 | 0.20 | 0.18 | 0,13 | 0.10 | 0.10 | 0,07 | 0,05 | 0,05 | 0,02 | ||||
| 0.10 | 0.85 | 8 | 0.20 | 0.18 | 0,13 | 0.10 | 0.10 | 0,07 | 0,05 | 0,02 | ||||||
| 1.50mm | GSTT 3R/L N6001 | 0.10 | 1.04 | 10 | 0.20 | 0.18 | 0.14 | 0.12 | 0.10 | 0.10 | 0,08 | 0,05 | 0,05 | 0,02 | ||
GSTT Velocidad de corte recomendada
| ISO | material de la pieza | Hardness (HB) | series | grados | velocidad lineal Vc(m/min) |
| P | acero | ≤300 | GST | GAT7115 | 120(60-180) |
| GAT7125 | 90(40-150) | ||||
| M | inoxidable | ≤300 | GST | GAT7115 | 100(60-150) |
| GAT7125 | 80(40-130) |
GSTC/SParámetros de corte y valores recomendados
| ISO | material de la pieza | Hardness(HB) | series | grados | Velocidad lineal Vc(m/min) | Alimentación de cultivo
f1(mm/rev) |
| P | acero | ≤300 | GSTC | GAT7115 | 120(60-180) | 0,02(0.01-0.03) |
| GAT7125 | 90(40-150) | |||||
| GSTS | GAT7115 | 120(60-180) | 0,02(0.01-0.03) | |||
| GAT7125 | 90(40-150) | |||||
| M | inoxidable | ≤300 | GSTC | GAT7115 | 100(60-150) | 0,015(0.01-0.02) |
| GAT7125 | 80(40-130) | |||||
| GSTS | GAT7115 | 100(60-150) | 0,015(0.01-0.02) | |||
| GAT7125 | 80(40-130) |
Cuerpos de herramientas:
Una gama completa de accionadores de herramientas, incluyendo accionadores de herramientas redondos externos regulares y accionadores de herramientas de giro posterior.
| NO | Serie de varillas | Tipo de mecanizado | Icon | Nota |
| 1 | GST | mecanizado externo |  |
 |
| 2 | GST-RS | mecanizado externo | 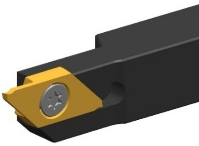 |
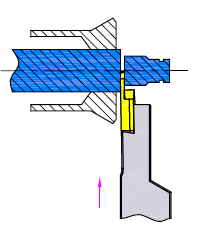 |
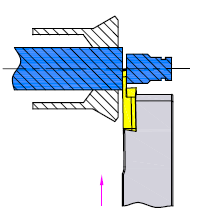
GSTC Insertar casos de mecanizado(G)pin)
| Especificación | GSTC4R200N-U |  |
| Dimension | GAT7125 | |
| Material | 20CrMo | |
| Velocidad de corte | 69m/min | |
| Tasa de alimentación | 0,03mm/r |  |
| Profundidad de corte | 3.0mm | |
| Método de refrigeración | emulsión basada en el agua / frío externo | |
| Método de corte | Mecanizado de ranura externa |
GSTT Insertar casos de mecanizado(G)tubos)
| Especificación | GSTT3RN6001 | 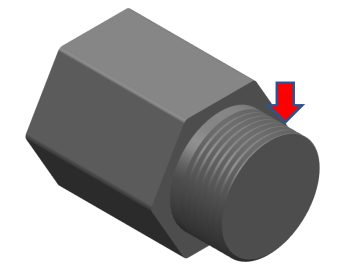 |
| Dimension | GAT7115 | |
| Material | acero de 20 calibres | |
| Velocidad de corte | 48m/min | |
| Tasa de alimentación | 1.5mm/r |  |
| Profundidad de corte | 1.04mm | |
| Método de refrigeración | emulsión basada en el agua / frío externo | |
| Método de corte | Corrección externa |